

新闻中心News
|
博客详情
当前位置:
首页>
博客详情
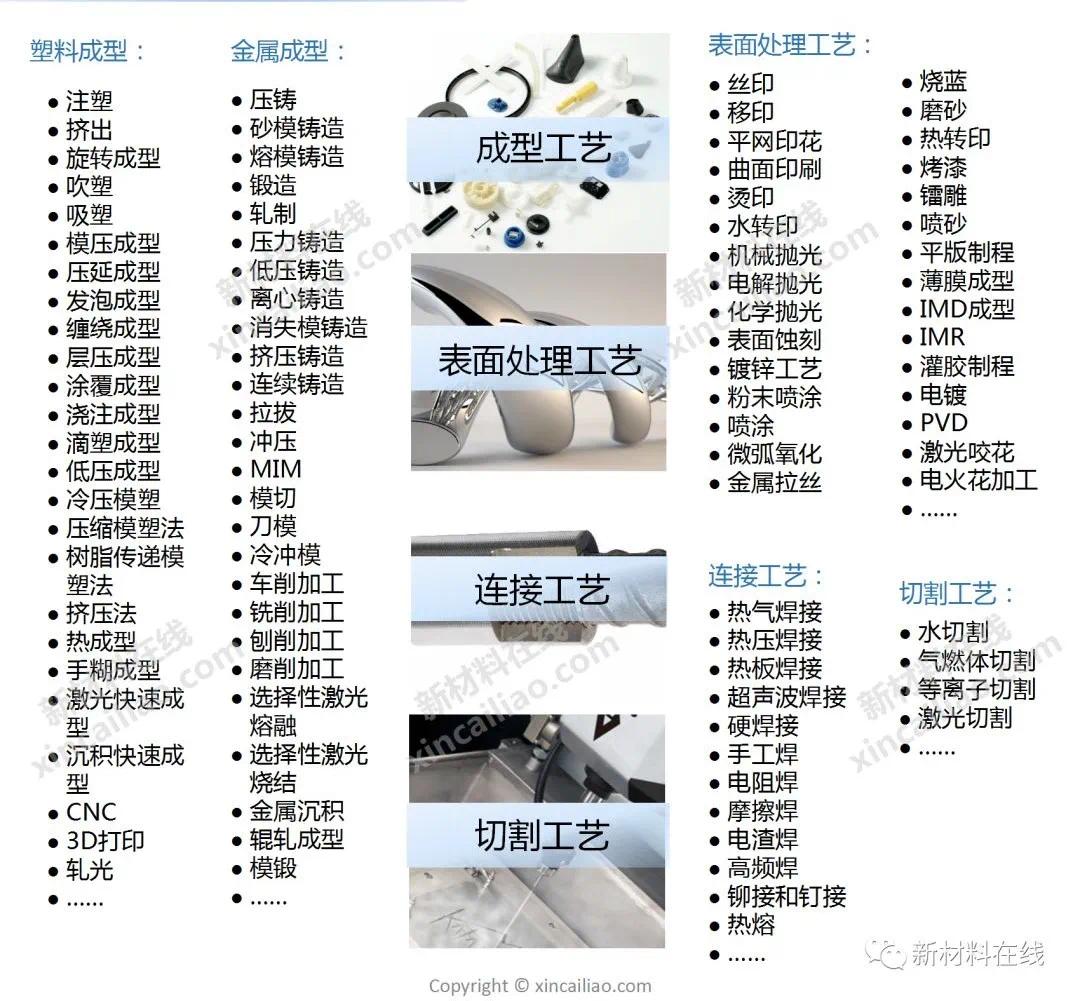
动图更震撼 分分钟看懂成型、表面加工、连接、切割等4类120+工艺 CMF设计师收藏起来!(一)
专栏:行业资讯
发布日期:2021-06-30
阅读量:1878
作为CMF设计师,各种材料的加工工艺必定接触的不少。 今天,小编为大家汇总的成型、表面加工、连接、切割等四个方面共120+工艺动图,希望能对大家有所帮助。
注塑 一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法。注射成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注塑成型是通过注塑机和模具来实现的。
模内装饰镶嵌注塑,简称IML,它是指在填充的同时,对塑料件表面进行印刷与装饰,来提高塑料制品的附加价值,及提升生产效率。其工艺非常显著的特点是:表面是一层硬化的透明薄膜,中间是印刷图案层,背面是塑胶层,由于油墨夹在中间,可使产品防止表面被刮花和耐摩擦,并可长期保持颜色的鲜明不易退色。
挤出 物料通过挤出机料筒和螺杆间的作用,边受热塑化,边被螺杆向前推送,连续通过机头而制成各种截面制品或半制品的一种加工方法。
旋转成型 又称滚塑成型、旋塑、旋转模塑、旋转铸塑、回转成型等,该成型方法是先将计量的塑料(液态或粉料)到加入模具中,在模具闭合后,使之沿两垂直旋转轴旋转,同时使模具加热,模内的塑料原料在重力和热能的作用下,逐渐均匀地涂布、熔融粘附于模腔的整个表面上,成型为与模腔相同的形状,再经冷却定型、脱模制得所需形状的制品。
吹塑 也称中空吹塑,是一种发展迅速的塑料加工方法。热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态),置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。 辊压成型工艺指依靠材料的塑性移动特性,采用滚动挤压的原理成形各种复杂制件的工艺。
吸塑 一种塑料加工工艺,主要原理是将平展的塑料硬片材加热变软后,采用真空吸附于模具表面,冷却后成型,并应用于各行各业的一种技术工艺。
模压成型 又称压制成型或压缩成型,是先将粉状,粒状或纤维状的塑料放入成型温度下的模具型腔中,然后闭模加压而使其成型并固化的作业.模压成型可兼用于热固性塑料,热塑性塑料和橡胶材料。
压延成型 将熔融塑化的热塑性塑料通过两个以上的平行异向旋转辊筒间隙,使熔体受到辊筒挤压延展、拉伸而成为具有一定规格尺寸和符合质量要求的连续片状制品,最后经自然冷却成型的方法。压延成型工艺常用于塑料薄膜或片材的生产。
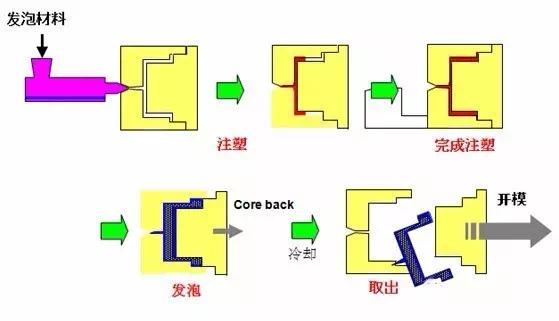
发泡成型 是在发泡材料(PVC,PE和PS等)中加入适当的发泡剂,使塑料产生微孔结构的过程。几乎所有的热固性和热塑性塑料都能制成泡沫塑料,发泡成型已成为塑料加工中一个重要领域。
微发泡技术流程图(来源:ofweek)
微发泡技术流程图 缠绕成型 工艺是将浸过树脂胶液的连续纤维(或布带、预浸纱)按照一定规律缠绕到芯模上,然后经固化、脱模,获得制品。
层压成型 是指在加热、加压下把多层相同或不同材料结合整体的成型加工方法。常用于塑料加工,也用于橡胶加工。
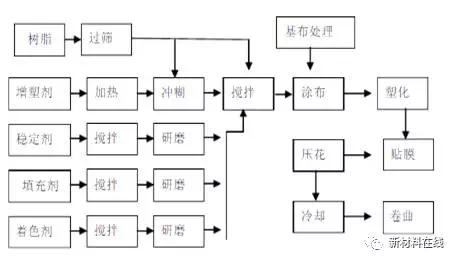
涂覆成型 是利用塑性溶胶或有机溶胶涂覆与布或纸等基材的表面,制成仿皮革制品、漆布或塑料壁纸等,或将粉状塑料涂覆与金属表面的工艺。 常见的塑料涂层制品有人造革、漆布、塑料壁纸及各种金属涂层制品。
浇注成型 是塑料加工的一种方法。早期的浇铸是在常压下将液态单体或预聚物见聚合物注入模具内,经聚合而固化成型变成与模具内腔形状相同的制品。60年代出现了尼龙单体浇铸见聚酰胺随着成型技术的发展,传统的浇铸概念有所改变,聚合物溶液、分散体指聚氯乙烯糊和熔体也可用于浇铸成型。
滴塑 技术是利用热塑性高分子材料具有状态可变的特性,即在一定条件下具有黏流性,而常温下又可恢复固态的特性,并使用适当的方法和专门的工具喷墨,在其黏流状态下按要求塑造成设计的形态,然后在常温下固化成型。
冷压模塑 是压缩模塑的一种。和普通压缩模塑不同的是在常温下使物料加压模塑。脱模后的模塑品可再行加热或借助化学作用使其熟化。
压缩模塑法 主要用于热固性塑料制品的生产。成型经过加热使其熔化,加压冲模,再经过加热交联固化,脱模后既得制品。
树脂传递模塑 是将树脂注入到闭合模具中浸润增强材料并固化的工艺方法。该项技术可不用预浸料、热压罐,有效地降低设备成本、成型成本。 该项技术近年来发展很快,在飞机工业、汽车工业、舰船工业等领域应用日广,并研究发展出RFI 、VARTM 、SCRIMP 、SPRINT等多种分支,满足不同领域的应用需求。
挤压 是用冲头或凸模对放置在凹模中的坯料加压,使之产生塑性流动,从而获得相应于模具的型孔或凹凸模形状的制件的一种压力加工方法。挤压时,坯料产生三向压应力,即使是塑性较低的坯料,也可被挤压成形。
热成型 是一种将热塑性塑料片材加工成各种制品的较特殊的塑料加工方法。将热塑性塑料片材加工成各种制品的一种较特殊的塑料加工方法。片材夹在框架上加热到软化状态,在外力作用下,使其紧贴模具的型面,以取得与型面相仿的形状。冷却定型后,经修整即成制品。
手糊成型 又称手工裱糊成型、接触成型,指在涂好脱模剂的模具上,采用手工作业,即一边铺设增强材料,一边涂刷树脂直到所需塑料制品的厚度为止,然后通过固化和脱模而取得塑料制品的这一成工艺。
激光快速成型(LaserRapidPrototyping:LRP)是将CAD、CAM、CNC、激光、精密伺服驱动和新材料等先进技术集成的一种全新制造技术。与传统制造方法相比具有:原型的复制性、互换性高;制造工艺与制造原型的几何形状无关;加工周期短、成本低,一般制造费用降低50%,加工周期缩短70%以上;高度技术集成,实现设计制造一体化。
熔融沉积成型法 (FDM,Fused Deposition Modeling),这种工艺是通过将丝状材料如热塑性塑料、蜡或金属的熔丝从加热的喷嘴挤出,按照零件每一层的预定轨迹,以固定的速率进行熔体沉积。
CNC 计算机数字控制机床是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作并加工零件。
3D打印(3DP)即快速成型技术的一种,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。3D打印通常是采用数字技术材料打印机来实现的。常在模具制造、工业设计等领域被用于制造模型,后逐渐用于一些产品的直接制造,已经有使用这种技术打印而成的零部件。
3D打印存在着许多不同的技术。它们的不同之处在于以可用的材料的方式,并以不同层构建创建部件。3D打印常用材料有尼龙玻纤、聚乳酸、ABS树脂、耐用性尼龙材料、石膏材料、铝材料、钛合金、不锈钢、镀银、镀金、橡胶类材料。 喷墨打印属于单色抖动输出模拟灰度,其质量主要决定于打印机,在黑白文本和彩色图像输出中的分辨率,灰度、色彩层次、饱和度和色温等。
压铸(注意压铸不是压力铸造的简称)是一种金属铸造工艺,其特点是利用模具腔对融化的金属施加高压。模具通常是用强度更高的合金加工而成的,这个过程有些类似注塑成型。
砂模铸造 就是用砂子制造铸模。砂模铸造需要在砂子中放入成品零件模型或木制模型(模样),然后在模样周末填满砂子,开箱取出模样以后砂子形成铸模。为了在浇铸金属之前取出模型,铸模应做成两个或更多个部分;在铸模制作过程中,必须留出向铸模内浇铸金属的孔和排气孔,合成浇注系统。铸模浇注金属液体以后保持适当时间,一直到金属凝固。取出零件后,铸模被毁,因此必须为每个铸造件制作新铸模。
熔模铸造 又称失蜡铸造,包括压蜡、修蜡、组树、沾浆、熔蜡、浇铸金属液及后处理等工序。失蜡铸造是用蜡制作所要铸成零件的蜡模,然后蜡模上涂以泥浆,这就是泥模。泥模晾干后,在焙烧成陶模。一经焙烧,蜡模全部熔化流失,只剩陶模。一般制泥模时就留下了浇注口,再从浇注口灌入金属熔液,冷却后,所需的零件就制成了。
模锻 是在专用模锻设备上利用模具使毛坯成型而获得锻件的锻造方法。根据设备不同,模锻分为锤上模锻,曲柄压力机模锻,平锻机模锻,摩擦压力机模锻等。辊锻是材料在一对反向旋转模具的作用下产生塑性变形得到所需锻件或锻坯的塑性成形工艺。它是成形轧制(纵轧)的一种特殊形式。
锻造 是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,多采用锻件。
轧制 又称压延,指的是将金属锭通过一对滚轮来为之赋形的过程。如果压延时,金属的温度超过其再结晶温度,那么这个过程被称为“热轧”,否则称为“冷轧”。压延是金属加工中最常用的手段。
压力铸造 的实质是在高压作用下,使液态或半液态金属以较高的速度充填压铸型(压铸模具)型腔,并在压力下成型和凝固而获得铸件的方法。
低压铸造 在低压气体作用下使液态金属充填铸型并凝固成铸件的铸造方法。低压铸造最初主要用于铝合金铸件的生产,以后进一步扩展用途,生产熔点高的铜铸件、铁铸件和钢铸件。
离心铸造 是将液体金属注入高速旋转的铸型内,使金属液在离心力的作用下充满铸型和形成铸件的技术和方法。离心铸造所用的铸型,根据铸件形状、尺寸和生产批量不同,可选用非金属型(如砂型、壳型或熔模壳型)、金属型或在金属型内敷以涂料层或树脂砂层的铸型。
消失模铸造 是把与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。消失模铸造是一种近无余量、精确成型的新工艺,该工艺无需取模、无分型面、无砂芯,因而铸件没有飞边、毛刺和拔模斜度,并减少了由于型芯组合而造成的尺寸误差。
挤压铸造 又称液态模锻,是使熔融态金属或半固态合金,直接注入敞口模具中,随后闭合模具,以产生充填流动,到达制件外部形状,接着施以高压,使已凝固的金属(外壳)产生塑性变形,未凝固金属承受等静压,同时发生高压凝固,最后获得制件或毛坯的方法,以上为直接挤压铸造;还有间接挤压铸造指将熔融态金属或半固态合金通过冲头注入密闭的模具型腔内,并施以高压,使之在压力下结晶凝固成型,最后获得制件或毛坯的方法。
连续铸造 是利用贯通的结晶器在一端连续地浇入液态金属,从另一端连续地拔出成型材料的铸造方法。
拉拔 是用 外力作用于被拉 金属的前端,将金属坯料从小于 坯料断面的模孔中拉出,以获得相应的形状和尺寸的制品的一种塑性加工方法。由于拉拔多在冷态下进行,因此也叫冷拔或冷拉。
冲压 是靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。
金属注射成形 (Metal Injection Molding,简称MIM)是一种从塑料注射成形行业中引伸出来的新型粉末冶金近净成形技术,众所周知,塑料注射成形技术低廉的价格生产各种复杂形状的制品,但塑料制品强度不高,为了改善其性能,可以在塑料中添加金属或陶瓷粉末以得到强度较高、耐磨性好的制品。近年来,这一想法已发展演变为最大限度地提高固体粒子的含量并且在随后的烧结过程中完全除去粘结剂并使成形坯致密化。这种新的粉末冶金成形方法称为金属注射成形。
车削加工 是指车床加工是机械加工的一部份。车床加工主要用车刀对旋转的工件进行车削加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。车削加工是在车床上利用工件相对于刀具旋转对工件进行切削加工的方法。车削加工的切削能主要由工件而不是刀具提供。车削是最基本、最常见的切削加工方法,在生产中占有十分重要的地位。车削适于加工回转表面,大部分具有回转表面的工件都可以用车削方法加工,如内外圆柱面、内外圆锥面、端面、沟槽、螺纹和回转成形面等,所用刀具主要是车刀。
铣削加工 铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形/特征。数控铣床可以进行复杂外形和特征的加工。铣镗加工中心可进行三轴或多轴铣镗加工,用于加工,模具,检具,胎具,薄壁复杂曲面,人工假体,叶片等。在选择数控铣削加工内容时,应充分发挥数控铣床的优势和关键作用。
刨削加工 是用刨刀对工件作水平相对直线往复运动的切削加工方法,主要用于零件的外形加工。刨削加工的精度为IT9~IT7,表面粗糙度Ra为6.3~1.6um。
磨削加工 磨削是指用磨料,磨具切除工件上多余材料的加工方法。磨削加工是应用较为广泛的切削加工方法之一。
选择性激光熔融 在一个铺满金属粉末的槽内,计算机控制着一束大功率的二氧化碳激光选择性地扫过金属粉末表面。在激光所到之处,表层的金属粉末完全熔融结合在一起,而没有照到的地方依然保持着粉末状态。整个过程都需要在一个充满惰性气体的密封舱内进行。
选择性激光烧结 是SLS法采用红外激光器作能源,使用的造型材料多为粉末材料。加工时,首先将粉末预热到稍低于其熔点的温度,然后在刮平棍子的作用下将粉末铺平;激光束在计算机控制下根据分层截面信息进行有选择地烧结,一层完成后再进行下一层烧结,全部烧结完后去掉多余的粉末,则就可以得到一烧结好的零件。目前成熟的工艺材料为蜡粉及塑料粉,用金属粉或陶瓷粉进行烧结的工艺还在研究之中。
金属沉积 与“挤奶油”式的熔融沉积有些相似,但喷出的是金属粉末。喷嘴在喷出金属粉末材料的同时,还会一并提供高功率激光以及惰性气体保护。这样不会受到金属粉末箱尺寸的局限,能直接制造出更大体积的零部件,而且也很适合对局部破损的精密零件进行修复。
辊轧成型 辊轧成型方法是使用一组连续机架来把不锈钢轧成复杂形状。辊子的顺序是这样设计的,即:每个机架的辊型可连续使金属变形,直到获得所需的最终形状。如果部件的形状复杂,最多可用三十六个机架,但形状简单的部件,三、四个机架就可以了。
模锻 是指在专用模锻设备上利用模具使毛坯成型而获得锻件的锻造方法。此方法生产的锻件尺寸精确,加工余量较小,结构也比较复杂生产率高。
模切 即下料工艺,将前制程成型后的薄膜定位在冲切模公模上,合模去除多余的材料,保留产品3D外形,与模具型腔相匹配。
模切制程-刀模 刀模下料工艺,将薄膜面板或线路定位在底板上,将刀模固定在机器上模板,利用机器下压提供的力量控制刀锋将材料切断。他区别于冲切模的地方在于,切口更光滑;同时通过对切割压力、深浅的调整可以冲切出压痕、半断等效果。同时模具的成本低作业更方便、安全、快捷。
|









































扫描二维码
收藏网站
业务咨询:19876838336(陈小姐) 技术服务:19866089373(张工) 座机:020-32038682 传真:020-32037393 邮箱:jumei8688@126.com
投诉电话:18620110373 地址:广州市黄埔区云埔工业区云埔三路19号 邮编:510530
版权所有(C):广州聚镁材料科技有限公司 技术支持:今科科技 粤ICP备16058026号-2  粤公网安备 44011602000513号
粤公网安备 44011602000513号